



四工位三通激光焊接机
2022-03-25
不锈钢三通管件是用于管道分支处的一种管件。对于采用无缝管制造三通来讲,通常所采用的工艺有液压胀形、热压成形、激光焊接制件。前两个工艺是比较成熟行业,今天我们讲解下不锈钢三通采用激光焊制件。
客户信息需求
产品不锈钢材质厚度为4.20mm,AB件存在一定的公差不规则。焊接材料直径44.36mm,周长长度139.29mm。现产量用氩弧焊10000/月左右。后期处理工艺抛光打磨表面平滑没有砂眼。

根据客户提供的信息要求,我司建议机型1500W,可做成一个单工位或多工位双自动化焊接(根据客户要求,单个工位预计16s焊接完成一个工件,产量是氩弧焊3-5倍),工装夹具以实际产品为准(需要结合产品做精准定制)。
因为考虑到产品AB件组合之间有误差,不规则,可经过安装摆动焊接头来进行焊接,可解决产品的公差性问题,也方便后期的一个抛光打磨处理工艺,同时也确保了一个高质量的品质。
四工位三通激光焊接机

晨皓达四工位三通激光焊接机,整机身元器件采用国际进出口标配,结合用户需求进行量身定制(意思:设备价位可以根据自身资金预算进行设备生产),有使用寿命长、焊接速度快、精度高等特点,广泛应用不锈钢领域的产品焊接。
四工位三通激光焊接机特点
②属于非接触式焊接,不需要使用电极,没有电极污染或耗损,不存在X射线防护,也不需要真空保护
③360度旋四工位操作台,平均完成每个工件需要16s大大提升产量。
④左右摆动激光焊接头,精确地对准焊件。
四工位三通激光焊接机配置参数

①产品由人工放料到旋转模组盘上。
②启动按钮,上面气缸往下压,俩块模组起到对产品的一个固定限位作用,露出焊缝位置方便焊接。激光头由侧面出光旋转电机同时运转,对产品进行全方位的自动焊接,焊接完成气缸自动升起,人工取料后放料,再启动按钮。
③上设置有挡光板防止激光对操作产生不安全的隐患。
备注:上下料可制作自动化流水线
深圳晨皓达科技公司专注研发、生产、销售激光切割机、激光打标机、激光雕刻机、半自动及全自动光纤激光焊接设备,以及定制各类高端非标自动化激光焊接设备厂家
上一个: 汽车行业激光焊接机
下一个: 42CrMo钢锥齿轮轴的窄间隙激光焊
猜你喜欢
-

锂电池激光焊接机品牌有哪些
- 锂电池激光焊接机品牌有哪些,晨皓激光、联赢激光、海目星激光、锐科激光等等激光行业。晨皓激光是一家专注于智能激光设备实用技术研究与开发的高新技术企业。
-

动力电池激光焊接设备工厂
- 锂电池作为新能源汽车的核心部件,其质量直接决定着整车的性能。焊接技术是新能源汽车发动机和蓄电池制造中的重要环节。焊接工艺的选择和应用将对最终的焊接效果产生重要影响。
-

首饰激光点焊机有几个牌子
- 首饰激光点焊机采用高能激光脉冲在小范围内局部加热材料。激光辐射的能量通过热传导在某些材料内部扩散,熔化材料并形成特定的熔池。
-
激光焊接机可以焊哪些材料
- 激光焊接可以焊接哪些材料?激光焊机是目前较为精密的焊接设备。激光焊接采用CCD视觉摄影识别技术。锡丝牵引机构将锡丝定量拉至待焊位置,激光锡丝完成焊接。该设备广泛应用于新能源、厨卫、电子设备、家电五金、汽车行业、珠宝行业、精密模具等行业。
-
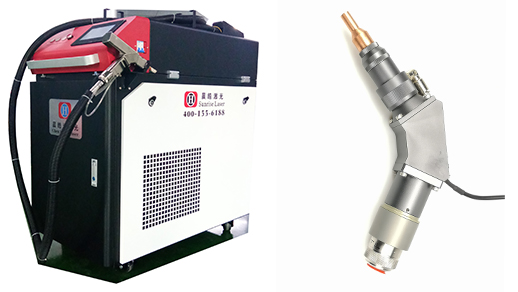
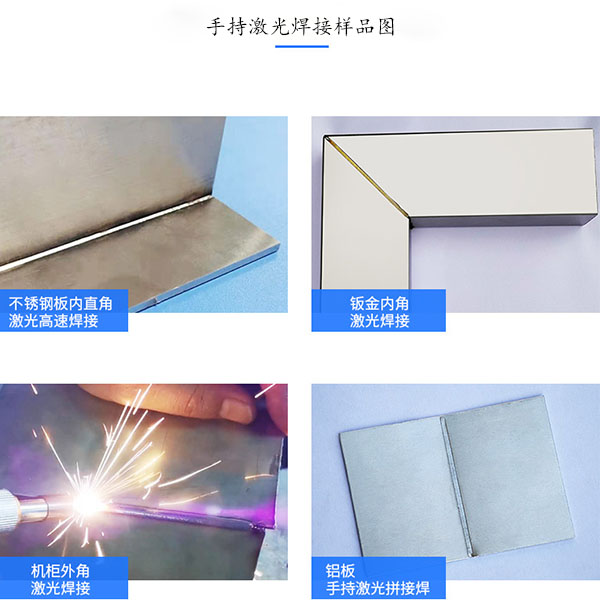
手持激光焊接枪可以焊什么材料
- 随着各种新设备的推广和使用,加工生产领域的制造效率逐步提高。开发了现有的手持式激光焊设备,采用手持式激光焊接装置直接固定激光焊接装置进行近距离焊接,有利于减小激光焊接装置的体积,操作方便,易于焊接,提高了可操作性,快捷、有利。通过选择和使用手持激光焊机设备,它有哪些实际功能和优势?
-

激光焊和电子束焊接的区别
- 激光焊接是将高强度激光束辐射到金属表面,通过激光与金属的相互作用使金属熔化而形成焊接。金属熔化只是激光与金属相互作用的物理现象之一。光能主要不是转化为金属熔化,而是以其他形式,如蒸发、等离子体形成等。然而,为了实现良好的熔焊,金属熔化必须成为能量转换的主要形式。
