



-
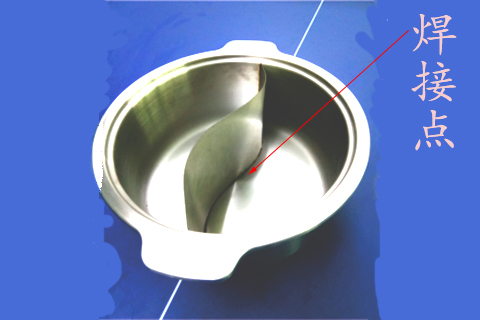
光纤传输激光焊接机焊接不锈钢锅碗
不锈钢锅的AB件焊接,产品规格直径200mm-320mm规格,中间片高10mm,焊接效率,8mm/秒-10mm/秒,280mm的不锈钢锅焊接时间在1分钟左右,公差应该控制在30丝以内,采用光纤传输激光焊接机焊接熔深在1mm以上,表面平整.无漏焊,不漏水,焊缝为白色。
-

脉冲激光焊接机和连续激光焊接机应用
脉冲激光焊接机主要用于微型件、精密元件和微电子元件的焊接。低功率脉冲激光焊常用于直径在0.5mm以下金属丝与丝(或薄膜)之间的点焊连接。连续激光焊接机主要应用于厚板深熔焊。平板对接、搭接、端接、角接均可采用连续激光焊,常见的接头形式是对接和搭接。
-

激光焊接机优点及应用范围有哪些
激光焊接的主要优点是速度快、熔深大、变形小,能在室温或特殊条件下进行焊接,用于汽车车身厚薄板、汽车零件、锂电池、心脏起搏器、密封继电器等各种不允许焊接变形和污染的器件以及密封器件。
-

激光焊接机能焊多厚不锈钢
激光焊接机能焊多厚不锈钢,1000瓦焊1.5毫米、1500瓦焊2.5毫米、2000瓦焊3.0毫米;以上瓦数对应厚度是最佳选择,这是保证产品焊接质量及产量基础上。相同功率下熔深随焊接速度的增加而减小,导致产品拼焊不够牢固,不良品增加。
-

激光切割机发展历程及使用激光切割机切割优点
在20世纪五、六十年代,板材下料切割的主要方法中:对中厚板采用氧乙炔火焰切割;对薄板采用剪床下料;对大批量的成形复杂零件采用冲压;对单件采用振动剪。激光切割机优点:切割质量好、切割速度快、易于自动控制、清洁、安全无污染。
-

连续激光焊接机工艺
不同的金属反射率及熔点、热导率等参数的差异,使连续激光焊所需输出功率差异很大,一般为数千瓦至数十千瓦。各种金属连续激光焊所需输出功率的差异,主要是吸收率不同造成的。

微信号:18902834083
Wechat
复制微信号