



钛合金的激光焊接
2021-12-08
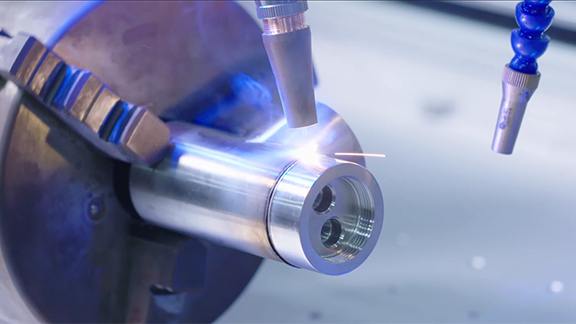
钛合金因其高的强重比而广泛应用于航空、航天工业。它是制造卫星、宇宙飞船、航天飞机和现代飞机中不可缺少的材料。特别是可热处理强化的(a +β)型钛合金,如Ti- 6AI-4V,其力学性能变化范围大,当温度超过400时仍可维持较高的强度和稳定性。因此,其用量很大,几乎占钛合金总用量的一-半。Ti-6Al-4V以往常采用电子束焊,但电子束焊(激光焊和电子束焊接的区别)接必须在真空中进行,而激光焊接可在大气中进行,且焊缝的深宽比远大于1。图3-64所示为不同焊速对钛合金焊缝截面形状的影响。

在激光功率为4.7kW时,焊接Imm板厚的钛合金,最高焊速可达15m/ min。
从图3-64中可看到,在低焊速时,焊缝组织呈粗粒组织结构,随着焊速的增加,焊缝组织呈细化致密的组织结构。
钛合金的激光焊接,氧气的熔人对焊接接头性能有不良的影响,但在焊接时吹氩气保护,则焊缝内氧不会显著变化。经检测证明,激光焊接前Ti-6AI-4V母材中氧的质量分数为0.32%,经激光焊接后为0. 325%,可见焊接前后氧含量变化不大。
Banas等人进行Ti-6A1-2S- 4Zr合金的激光焊接和TIG焊接时,研究了焊缝的拉伸性能和弯曲半径,分析了焊缝区和热影响区组织,用扫描电镜观察了拉伸试样的断口形貌,并分析了焊后热处理工艺对焊接接头强度、最小弯曲半径和焊缝组织的影响。研究结果表明,激光焊接高温钛合金,可获得强度和塑性良好的焊接。
E. Akman等人采用脉冲Nd: YAG激光对Ti-6AI-4V钛合金进行焊接,研究了激光焊接的工艺参数。表3-9列出了Ti-6Al-4V的化学组成。

上一个: 深圳铝框激光焊接机
下一个: 铝和铝合金的激光焊接
猜你喜欢
-
激光焊接机超声波焊接
- 超声波塑胶焊接原理是由发生器产生20KHz(或15KHz)的高压、高频信号,通过换能系统,把信号转换为高频机械振动,加于塑料制品工件上,通过工件表面及在分子间的磨擦而使传递到接口的温度升高,
-
光纤激光焊接机在3C数码中应用怎么样?
- 光纤激光焊接机在3C数码中的应用怎么样?我们知道3c数码电子类激光焊接_光纤传输激光焊接机,该技术产品目前已经大量应用于3C数码电子类产品内部结构件焊接中。
-

如何选择适合的激光切割机?
- 激光切割机设备是工业生产中经常会使用到的机器,比如激光切割机、激光焊接机等等。那么在选购这些激光类机器设备时应该注意哪些问题呢?
-

高性价比的激光打标机如何选购?
- 决定激光打标机的价格不仅有配置区别,还有功率差别,在目前的市场上主要大致可分为:10W、20W、50W、60W还有部分大功率的光纤打标机。不同的功秦其价格也是不同的,功率越大其价格也是更贵的
-

CO2激光打标机所适用的行业有哪些
- 二氧化碳激光打标机又称CO2激光打标机,是利用CO2气体为工作介质的激光振镜打标机。主要由CO2激光器、场镜、扩束镜、激光电源、扫描振镜、控制电脑、激光控制卡、电路控制系统等部件组成。
-

激光焊接对人体有害吗?
- 激光焊接机,又称为激光焊机、镭射焊机,是激光材料加工用的机器,按其工作方式分为激光模具烧焊机、自动激光焊接机、激光点焊机、光纤传输激光焊接机
