



铝/钢异种金属的激光MIG复合焊
2022-03-04
随着铝与钢复合结构件在制造中的不断应用,铝与钢异种金属的优质、高效激光MIG复合焊机也成为制备铝与钢复合结构件的主要焊接方法。激光MIG复合焊机冷轧镀锌钢板尺寸为200mmX 30mmX1.2mm, 5A02防锈铝(LF2) 板尺寸为200mmX 30mmX1.5mm,焊丝采用AISi5。
采用国内Nd: YAG 激光器,最大额定功率为2kW,激光头焦距为200mm;采用国内某公司TPS5000型数字化MIG焊机,焊接过程采用脉冲MIG焊,熔滴过渡频率为1滴/脉冲。
焊前采用丙酮对镀锌钢板表面进行清洗,用砂纸对5A02防锈铝板表面进行打磨以去除氧化膜,随后用丙酮清洗。将表面处理干净的镀锌钢板与5A02防锈铝板组合成搭接接头。
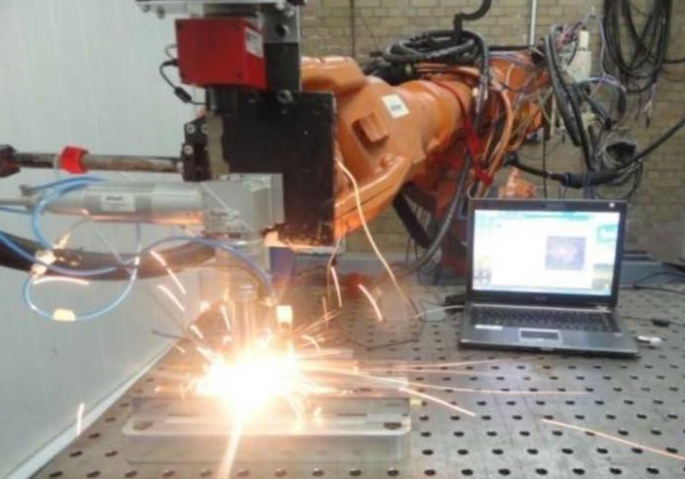
采用激光MIG复合热源进行焊接,焊接过程通过调节激光功率密度和送丝速度实现对焊接热输人的精确控制,从而保证铝合金板母材熔化而镀锌钢板母材不发生熔化。激光功率密度是通过固定激光光斑(光斑直径为6. 8mm)大小和改变激光功率实现的。

焊后采用金相分析,激光MIG复合热源焊接得到的铝/钢焊接接头具有良好的铺展性,钢母材与焊缝为钎焊连接,钎焊界面有一薄金属Zn中间层,靠近焊缝一侧的钢母材未见熔化,且热影响区组织明显细化,Zn 层有向焊缝中生长的柱状晶组织,焊缝近Zn层侧可见富Zn相。
将激光MIG复合热源焊接得到的铝/钢接头进行拉伸性能试验。
上一个: 二氧化碳激光器特点
下一个: 常见光路运动型激光标刻机
猜你喜欢
-

激光焊接在汽车工业中的应用
- 我们都知道,随着社会的发展,交通愈发方便,汽车也随之踏入人们的生活,作为科技发展的重要产物,汽车在人们生活中扮演的角色也越来越多样化,外形美观大气汽车是如何应用激光焊接技术呢?
-

激光焊接机在电子工业的应用
- 由于激光焊接热影响区小,加热集中迅速、热应力低,激光焊接在集成电路和半导体器件壳体的封装中,显示出独特的优越性
-
激光焊接设备安全与日常维护
- 设备的使用寿命与其日常的维修保养工作息息相关。激光焊接机的日常使用与维护必须由经过专业培训的人员进行,否则容易产生严重的人为损坏。
-

激光焊接设备制冷系统各种操作说明
- 设备的使用寿命与其日常的维修保养工作息息相关。激光焊接机的日常使用与维护必须由经过专业培训的人员进行,否则容易产生严重的人为损坏。
-
激光焊接设备焊接飞溅产生原因
- 焊接过程中产生的飞溅堆积在聚焦镜上会严重影响焊接质量。随着焊接飞溅和其他残渣在聚焦镜和透镜表面上越积越多,镜片将会吸收能量从而产生热变形,
-
激光焊接的工艺方法有哪些
- 激光焊接具有功率密度高,热输入小且集中等优点,相较于传统的焊接具有明显的优点,正是由于其具有出色的性能,其已经获得了广泛的应用。
