



脉冲激光焊机工艺特点及参数
2022-04-06
脉冲激光焊机工艺特点
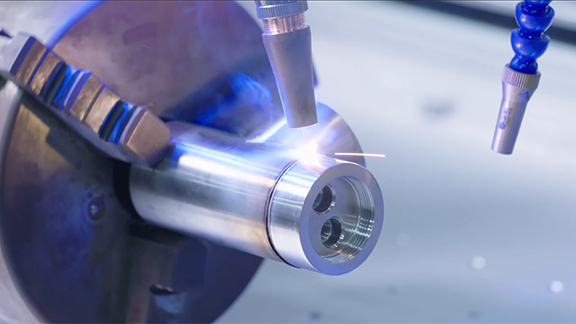
激光焊属于熔化焊接,以激光束为能源,冲击在焊件接头上。激光束可由平面光学元件(如镜子)导引,随后再以反射聚焦元件或镜片将光束投射在焊缝上.激光焊属非接触式焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,有时也使用填充金属。

脉冲激光焊机类似于点焊,其加热斑点很小,为微米级,每个激光脉冲在金属件上形成一个焊点。主要用于微型、精密元件和微电子元件的焊接,是以点焊或由焊点搭接成的缝焊方式进行的。常用于脉冲激光焊的激光器有红宝石激光器、钕玻璃激光器和YAG激光器等几种。
脉冲激光焊机工艺参数
脉冲激光焊机有四个主要焊接参数:脉冲能量、脉冲宽度、功率密度和离焦量。
①脉冲能量和脉冲宽度
脉冲激光焊时,脉冲能量决定加热能量大小,主要影响金属的熔化量,
脉冲宽度决定焊接加热时间,影响熔深及热影响区的大小。脉冲加宽,熔深逐渐增加,当脉冲宽度超过某一临界值时,熔深反而下降。脉冲能量一定时,对于不同的材料,各存在一个最佳脉冲宽度,此时焊接熔深最大。钢件焊接的最佳脉冲宽度为5~8ms。
脉冲能量主要取决于材料的热物理性能,特别是热导率和熔点。导热性好、熔点低的金属易获得较大的熔深。脉冲能量和脉冲宽度在焊接时有一定的关系,
随着材料厚度与性质的不同而变化。
② 功率密度
激光斑点的功率密度较小时,焊接以热导焊的方式进行,焊点的直径和熔深由热传导决定。当功率密度达到一定值(10°W/cm2) 后,焊接过程中产生小孔效应,形成深宽比大于1的深熔焊点,这时金属虽有少量蒸发,并不影响焊点的形成。但功率密度过大后,金属蒸发剧烈,导致汽化金属过多,形成-个不能被液态金属填满的小孔,难以形成牢固的焊点。
③离焦量
离焦量是指焊接时焊件表面离聚焦激光束最小斑点的距离(也称人焦量)。 离焦方式有两种:正离焦与负离焦。焦平面位于工件上方称为正离焦,反之称为负离焦。激光束通过透镜聚焦后,有一个最小光斑直径,如果焊件表面与之重合,则离焦量F=0;如果焊件表面在其下方,则F>0,为正离焦量:反之则F<0,为负离焦量。
改变离焦量,可以改变激光加热斑点的大小和光束人射状况。但离焦量太大会便光斑直径变大,降低光斑上的功率密度,使熔深减小。
脉冲激光焊时通常把反射率低、热导率大、厚度较小的金属选为上片:细丝与薄膜焊接前可先在丝端熔结直径为丝径2~3倍的小球,以增大接触面和便于激光束对准。脉冲激光焊也可用于薄板缝焊,这时焊接速度v=df(1-K),式中d为焊点直径,f为脉冲频率,K为重叠系数(依板厚取0.3~0.9)。
上一个: 连续激光焊接机工艺
下一个: 激光焊接机的应用及发展历程
猜你喜欢
-
激光深穿透焊接过程中的几种效应
- 高功率密度激光束与物质相互作用时,一旦温度超过材料的沸点,就会在熔池表面产生高压蒸气;在后继激光的作用下,当金属蒸气温度足够高时,会产生光致等离子体(云)。
-
激光焊接裂纹产生原因和控制
- 裂纹是焊接过程出现的最严重缺陷。裂纹的形成主要是因为在焊接过程中,焊缝由于快速加热与冷却,使之处于复杂的应力状况,因应力集中而产生裂纹。
-
脉冲激光焊接设备在电子设备中的应用
- 脉冲激光加工( 包括激光打孔、切割( 划线)、焊接等)在微电子技术中的应用很广,例如用脉冲激光在混合集成电路的微晶玻璃和硅基片上打孔,这些孔主要用来安装线路中的分离组件。
-

连续光纤激光焊接机与脉冲激光焊接机的区别是什么?
- 在市场应用中,一般是有两种形式的激光焊接机 一种是连续光纤激光焊接机;另一种是脉冲激光焊接机,那么连续光纤激光焊接机与脉冲激光焊接机的区别是什么?
-

脉冲激光缝焊接方式
- 脉冲Nd: YAG激光器和脉冲CO2激光器或者数百瓦平均功率的连续CO2激光器均可进行缝焊。激光缝焊可分为脉冲激光缝焊和连续激光缝焊。
-

316L不锈钢超薄板的脉冲激光焊
- 316L不锈钢因其良好的力学性能,低廉的价格,成为最常用的医用材料。脉冲激光焊作为一种精密的连接方法,在医疗器械的制造中发挥着重要的作用。而奥氏体不锈钢热导率小、线胀系数大
