



连续激光焊接机工艺
2022-04-09
不同的金属反射率及熔点、热导率等参数的差异,使连续激光焊所需输出功率差异很大,一般为数千瓦至数十千瓦。各种金属连续激光焊所需输出功率的差异,主要是吸收率不同造成的。连续激光焊主要采用CO2激光器和光纤激光器,焊缝成形主要由激光功率及焊接速度确定。CO2激光器因结构简单、输出功率范围大和能量转换率高而被广泛应用于连续激光焊。

常见的激光焊机接头形式有搭接、对接、T型对接、卷边角接、卷边对接,卷边搭接、T形角接、侧边搭接、环形对接、平面对接、环形角接、T形对接;断面形状有对接接头、搭接接头、叠接接头、钉状接头、卷边对接接头、单卷边角接接头、T形接头、双搭接接头、卷边角接接头、叉形接头。激光焊较多采用的是对接接头和搭接接头,对接接头和搭接接头的装配尺寸公差要求如图3. 18所示。
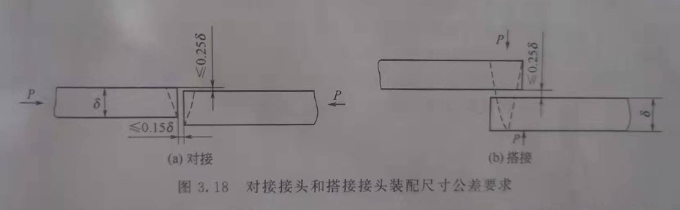
激光焊机对焊件装配质量要求较高,对接焊时,如果接头错边量太大,会使人射激光在板角处反射。焊接过程不稳定。薄板焊时,如果间隙太大,焊后焊缝表面成形不饱满,严重时形皮穿孔。搭接焊时,板阳间家过大易造成上下板间格合不良。各类激光焊接头的装配要求见表39。允许增大接头装配公差,改善激光焊接头准备的不理想状态。经验表明。间隙超过板厚的3%,自熔焊缝将不饱满。

激光焊过程中,焊件应夹紧,以防止焊接变形。光斑在垂直于焊接运动方向对焊缝中心的储离量应小于光斑半径。对于钢铁材料,焊前焊件表面需要进行除锈、脱脂处理:要求较严格时,焊前需要酸洗,然后用乙醚.丙酮或四氯化碳清洗。
下一个: 脉冲激光焊机工艺特点及参数
猜你喜欢
-

激光焊机熔透状态特征及焊缝形成特点
- 激光焊机的熔深是指焊接过程中被激光熔化的工件厚度。一般情况下认为小孔深度即为熔深,因此往往将小孔穿透工件等同于熔透。实际上,由于小孔周围存在定厚度的液 态金属层,可能存在小孔未穿透工件但工件已被熔透的情形。
-

激光焊机原理及分类
- 激光焊是利用激光能(可见光或紫外线)作为热源熔化并连接工件的焊接方法。激光焊能得以实现,不仅是因为激光本身具有极高的能量,更重要的是因为激光能量被高度聚焦于一点,使其能量密度很大。
-

钢材激光焊接
- 采用传统熔焊方法可以焊接的大部分钢材结构,都可以用激光焊接机进行焊接,这是因为激光焊的热应变区很窄和氢含量很低。用于激光焊的钢材要限定杂质含量,如S、P含量要少,以免焊接中产生结晶裂纹;
-
激光焊机主要技术参数
- 下表列出了部分激光焊机的主要技术参数。选购激光焊设备时,应根据焊件尺寸、形状、材质和设备的特点、技术指标、适用范围以及经济效益等综合考虑。微型件、精密件的焊接可选用小功率激光焊接机,中厚件的焊接应选用功率较大的激光焊接机。
-
激光焊接机的应用及发展历程
- 大功率(数千瓦)CO2激光器的出现,开辟了激光技术应用于焊接的新纪元。20世纪80年代,激光焊接作为新技术在欧洲、美国、日本受到关注。1985 年德国蒂森钢铁公司与德国大众汽车公司合作,在奥迪100车身上成功地采用了全球第块激光拼焊板。
-

脉冲激光焊机工艺特点及参数
- 激光焊属于熔化焊接,以激光束为能源,冲击在焊件接头上。激光束可由平面光学元件(如镜子)导引,随后再以反射聚焦元件或镜片将光束投射在焊缝上.激光焊属非接触式焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,有时也使用填充金属。
